Boya Kusurları, Nedenleri ve Onarım Yöntemleri
Bazı problemler hemen görüleceği gibi, bazı problemler parça boyahaneden çıktıktan sonra görülebilir. Böyle bir durumda, problemin tam teşhis edilmesi, sebeplerin ve iyileştirme yöntemlerinin neler olduğu çok önemlidir.
Bu bölümde boyama işinde en çok rastlanan hatalar ve onarım yöntemleri listelenmektedir.
Sayfa 55- Silikon Açması
56- Parlaklık Kaybı
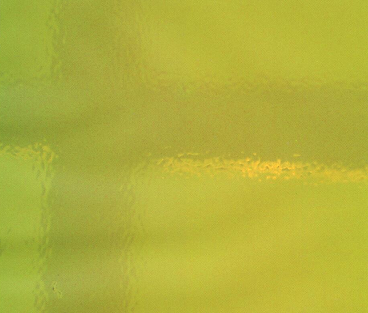
57- Renk Yüzmesi
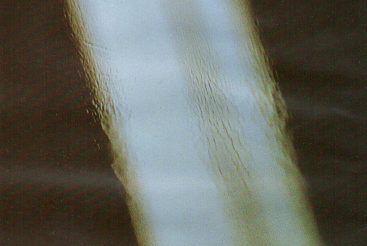
58- Boyanın Batması
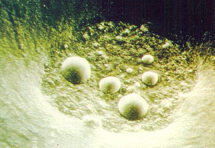
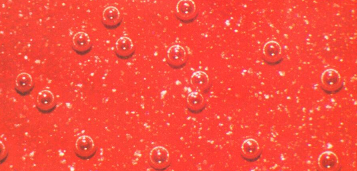
59- Kabarcıklaşma
60- Zayıf Örtücülük
61- Kusma
62- Zayıf Yapışma-Soyulma
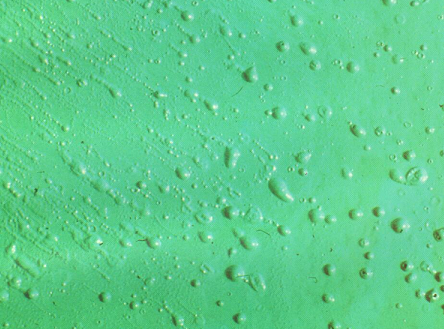
63- Solvent kaynaması(iğne delikçiği)
64- Kraterleşme
65- Akma
66- Portakallaşma
67- Kenar-İz Yapma
68- Çatlama
69- Kırışma
70- Zımpara İzleri
71- Metal Yüzmesi
Belli başlı boya problemleri__________________________
Silikon Açması;
Neden: Ana neden olarak, çeşitli kaynaklardan gelen yağ, wax ve silikondur.
İnsan: Kirli elbise, kauçuk eldiven, cilt ve saç spreyi,
Kabin: Makinelerin hareketli kısımlarındaki yağlar, plastik’in yüzeyindeki kalıp ayırıcı malzemeler, hortumlar, contalar, kirli filtre,
Boyama Ürünleri: Yanlış katkı kullanımı, uygun olmayan tiner sertleştirici,
Yüzey: Kalıp ayırıcı maddeler, lehim pastası, yalıtım malzemeleri, kayganlaştırıcı maddeler,
Yardımcı Malzeme: Uygun olmayan temizleyiciler, maskeleme bandı yapışkanı,
Çevre: Çevre işyerlerinde ve binalardan gelebilecek yağ, wax ve silikon.
Nasıl Önlenir:
Nedenlerde belirtilen ortamlardan uzak kalabilmek ve korunmaya çalışmak.
Boya atölyesi için en iyi önlem, silikonsuz polish kullanılmasıdır.
Nasıl Onarılır:
Sorunsuz yüzeye inilinceye kadar zımpara yapılır. Doğru astar ve son kat kullanılarak tekrar boyama yapılır. Uygulama esnasında fark edildiğinde ise silikon katkı en fazla %5 ilave edilerek uygulamaya devam edilir.
___ 55
Parlaklık Kaybı;

Neden:
Boyanın kabarması,
Boya katmanlarının çok kalın uygulanması,
Yanlış sertleştirici kullanmak,
Boyanan otonun dış ortama çok erken çıkarılması,
Uygulama ve kurutma esnasında hava akımının yetersiz olması,
Yetersiz veya yanlış yapılan boyama sonrası işlemleri,
Yaş boyaya, wax veya benzeri maddeler nüfuz etmiş olabilir,
Zımpara öncesi astar yeterince sertleşmemiş olabilir.
Nasıl Önlenir:
Boya filmi önerilen kalınlıkta olmalıdır,
Düzenli olarak boyama sonrası ürünleri kullanılması,
Daima önerilen karışım oranları ile çalışılması,
Kabindeki hava akışı düzenlenmeli,
Zımpara öncesi ve sonrası yağ giderme yapılmalıdır,
Çevre sıcaklığı ve iklim koşulları dikkate alınarak kuruma süreleri verilmeli.
Nasıl Onarılır:
Pasta-polish işlemi yapılmalı. Yeterli olmadığı durumlarda yüzey tekrar boyanmalıdır.
Renk Yüzmesi;
Neden:
Son kat boyanın eşit sayıda katlar halinde uygulanmaması,
Hava basıncının çok yüksek veya çok düşük olması,
Tinerin yanlış kullanılması (çok yavaş) sonucu renk yüzmesi oluşur.
Nasıl Önlenir:
Boya üreticisinin önerisine uygun olarak eşit katlar halinde uygulanmalı,
Önerilen tiner ile uygulanılmalı,
Önerilen basınçta uygulanması gerekir,
Flash-off süreleri dikkate alınmalı,
Önerilen meme çapı kullanılmalı.
Nasıl Onarılır:
Yüzey tamamen kuruduktan sonra hafif zımpara yapılarak tekrar boyanması gerekir.
__________________________________________________________________ 57
Boyanın Batması;

Neden:
Astarın çok kalın uygulanması veya kurumanın çok kısa verilmesi,
Dolgu macunu sonrası yoklama bir macun çekilmemesi,
Son katın çok kalın uygulanması halinde solventin buharlaşması uzun süre alır. Bu durumda boyada boyanın batmasına neden olur.
Nasıl Önlenir:
Astar ve boyalar üretici firmaların önerdiği şekilde uygulanılmalıdır,
Katlar arası yeterli ön buharlaşma süreleri verilmelidir,
Kuruma sürelerine uyulmalıdır.
Nasıl Onarılır:
Kuruma tamamen beklendikten sonra yüzey zımpara ile düzeltilerek tekrar boyanmalıdır.
__________________________________________________________ 58
Kabarcıklaşma;
Neden:
Boyanacak yüzeyde yeterli temizlik yapılmaması,
Yuvarlak şekil olanlar yıkama ve silme, parmak izi olanlar temas,
Sulu zımpara sonrası yeterli kurutma yapılmaması,
Boyama sırasında ortamdaki nem,
Kompresörden gelen su ve men taneleri,
Yağ giderilmesi işleminden sonra yüzeyde hava yoğuşması,
Yanlış tiner ve sertleştirici kullanılmış olabilir.
Nasıl Önlenir:
Boyanacak yüzey temiz su ile yıkanır,
Uygun bir yüzey temizlik tineri ile silinir,
Polyester macun daima kuru zımpara yapılmalı,
Kompresörden gelen hava yağ ve su tutucular tarafından izole edilmeli,
Ortamın neminin alınabilmesi gereklidir.
Nasıl Onarılır:
Nem kabarcıklarının bulunmadığı boya katına kadar zımpara yapılır.
__________________________________________________________________ 59
Zayıf Örtücülük;

Neden:
Son kata uygun olmayan astar kullanımı,
Örtücülüğü zayıf renk kullanılması,
Son kat boyanın aşırı inceltilerek kullanılması,
Baz astar ve son kat boyanın ince katlat halinde uygulanması.
Nasıl Önlenir:
Boya sistemi altına uygun renkli astar kullanılması,
Renk astarı kullanılması,
Son kat boyalar yeteri kalınlıkta uygulanmalı,
Düz renkler…50-70 mikron
Metalik renkler…15-25 mikron
Akrilik vernikler 50-70 mikron
Nasıl Onarılır:
Boya katları kuruduktan sonra zımpara yapılıp uygun astar ile tekrar boyanır.
___________________________________________________________________ 60
Kusma;

Neden:
Eski boyada bulunan çözünebilir cins pigmentler tamir boyaması sırasında solventlerden etkilenerek son katın rengini değiştirmesi,
Polyester sertleştiricisinin fazla gelmesi,
İyi temizlenmemiş asfalt ve zift atıkları.
Nasıl Önlenir:
Solvent testi yapılarak kusmaya neden olan pigment ortamdan bertaraf edilir,
Polyester temelli ürünlerin kullanımında sertleştirici ilavesi önerilen miktarda kullanılır,
Boyamaya başlamadan önce atıklar temizlenir.
Nasıl Onarılır:
Tüm boya katları sökülerek tekrar boyama işlemi yapılır.
__________________________________________________________________ 61
Zayıf Yapışma-Soyulma;
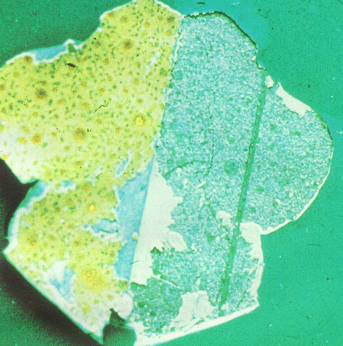
Neden:
Boyanan yüzeyin yeteri kadar temizlenmemesi,
Uygun olmayan astar kullanılması,
Boyanacak yüzeyin zımparasının eksik olması,
Astar veya son katın çok ince ve kuru uygulanması,
Uygun olmayan kurutma şartları,
Sıcaklık etkileri dikkate alınmadan çok hızlı tiner kullanımı,
Katlar arası yeteri kadar flash-off verilmemesi.
Nasıl Önlenir:
Boyanacak yüzeye uygun astar kullanılmalı,
Çok kalın veya ince katlar halinde uygulama yapılmamalı,
Boyanacak yüzeyin çok iyi temizlenmesi gerekir.
Uygun zımpara işlemin yapılmalıdır,
Hava sıcaklığına ve ortam ısısına uygun tiner sertleştirici seç,
Ürüne ait teknik bilgilerdeki flash-off sürelerine dikkat et.
Nasıl Onarılır:
Boya katlarının tamamı sökülmeli ve tekrar boyanmalıdır.
__________________________________________________________________ 62
Solvent kaynaması(iğne delikçiği);
Neden:
Boyanın çok kalın uygulanması,
Çok hızlı tiner sertleştirici kullanımı,
Katlar arası kısa flash-off verilmesi,
İnfra red kurutucunun yüzeye çok yanın tutulması(60 cm den az)
Yaş üstü yaş uygulamada katlar arası çok az beklenilmesi
Nasıl Önlenir:
Önerilen film kalınlığında uygulama yapılmalı,
Ortam sıcaklığına uygun sertleştirici tiner kullanılmalı,
Önerilen bekleme sürelerine uyulmalı,
Fırınlama öncesi bekleme süresinin yeterli bırakılması,
İnfra red kullanımında mesafenin dikkatli alınması,
Boya katları arasında yeteri kadar beklenilmeli.
Nasıl Onarılır:
Sağlam boya katlarına ininceye kadar zımpara yapılmalı ve problemli yüzey ortamdan uzaklaştırılmalıdır.
__________________________________________________________________ 63
Kraterleşme;

Neden:
Uygulama öncesi temizliğin tam yapılmaması,
Boya tozları ve havadan gelen tozların yüzeye yapışması,
Basınçlı hava sisteminden gelen atıklar,
Aerosol kutularından gelen silikon.
Nasıl Önlenir:
Yüzeyin boyama öncesi iyi bir şekilde temizlenmesi,
Silikon içerebilecek maddelerin ortamdan uzaklaştırılması.
Nasıl Onarılır:
Krater açan yüzey sorun giderilene kadar zımpara yapılarak tekrar boyanması gerekir.
___________________________________________________________________ 64
Akma;

Neden:
Boyanın çok yavaş kuruması,
Boyanın çok fazla inceltilmesi,
Uygulama ortamının çok soğuk olması,
Boya katlarının çok kalın olması,
Çok fazla kat boya uygulanması.
Flash-off süresinin çok kısa olması,
Tabancanın yüzeye yakın olması,
Tabancanın meme çapının işe uygun olmaması,
Boya uygulamanın düzensiz hareketlerle yapılması.
Nasıl Önlenir:
Boyanacak parçanın boyutlarına ve ortam sıcaklığına uygun sertleştirici ve tiner seçilmeli,
Doğru karışım oranları kullanılmalı,
Tabancanın doğru meme çaplı olması sağlanmalı,
Uygulama yelpazesinin doğru şekilde ayarlanmalı.
Nasıl Onarılır:
Boyanın tamamen kurumasından sonra akma bıçağı veya yaş zımpara ile sorun giderilmeye çalışılır.
_________________________________________________________ 65
Portakallaşma;
Neden:
Tabancanın yüzeyden çok uzak tutulması,
Uygulama basıncının çok düşük olması,
Boyanın çok ince uygulanması,
Viskozitenin çok yüksek olması,
Kullanılan sertleştirici ve tinerin parçanın boyutlarına göre seçilmemiş olması
Ortam şartlarına göre sertleştirici ve tiner kullanılmaması,
Tabanca memesinin çok küçük seçilmesi,
Katlar arası beklemenin çok uzun olması.
Nasıl Önlenir:
Tabanca önerilen mesafede tutulması,
Uygulama basıncı önerilen seviyede olması,
Boya katları daima ıslak uygulanmalı,
Viskozite her zaman önerilen değerde olmalı,
Ürüne uygun tabanca seçilmeli,
Katlar arası yeteri kadar beklenilmeli.
Nasıl Onarılır:
Sorun önemli bir boyutta değilse, P1200 yaş zımpara yapılıp, pasta ve polish işlemi ile işlem tamamlanır.
__________________________________________________________________ 66
Kenar-İz Yapma;
Neden:
Macun yeteri kadar kurumadan boyaya devam etmek,
Pah kırılmış eski boyalı yüzeyle, polyester macunun temas ettiği yerde kabarma olması,
Değiştirilen parçanın üzerinden astarın kalkması,
Zımparalanmış bölgelerin son kattan önce yeteri kalınlıkta astarla kapatılmaması.
Nasıl Önlenir:
Kuruma sürelerine dikkat edilmeli,
Boyamadan önce eski yüzey solvent testine tabi tutulmalı,
Karışım oranlarına dikkat edilmeli,
Nasıl Onarılır:
Sorunlu bölgeler zımpara ile düzeltilerek dolgu astar ve son kat ile tekrar boyanmalıdır.
__________________________________________________________________ 67
Çatlama;
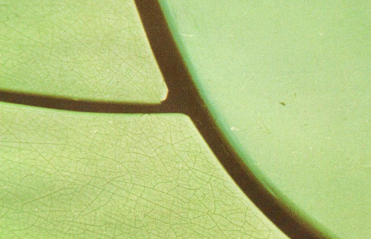
Neden:
Tamir boyası yapılan yerlerin kurumaması,
Hatalı boyama (Sac astarı üstü macun- Sentetik- Selülozik boya yüzeyinin çok kısa sürede boyanması)
Toplam boya film kalınlığının fazla olması,
Polyester macun üzerine direkt son kat uygulanması,
Boyaya hızlandırıcı katkısının hatalı ilavesi.
Nasıl Önlenir:
Doğru cins ve miktarlarda sertleştirici kullanımı,
Plastik boyamada mutlaka plastikleştirici kullanılmalı,
Yeterli bekleme sürelerinin verilmesi.
Nasıl Onarılır:
Sağlam bir tabakaya gelene kadar zımpara yapılır,
Uygun astar ve boya ile tekrar boyanması gerekir.
__________________________________________________________________ 68
Kırışma;

Neden:
Sentetik boyanın çok kalın uygulanması,
Kurutucu katkının yetersiz veya hiç konulmaması,
Uygun olmayan ortam koşulları(çok sıcakta boyama)
Nasıl Önlenir:
Önerilen kat sayısında uygulama yapmak,
Kurutucu katkının doğru ve yeterli konulması,
Uygun kurutma şartları temini.
Nasıl Onarılır:
Problemin çok fazla olmadığı durumlarda kurutma tamamlanır ve zımpara ile yüzey düzeltilir,
Kırışma fazla ise boya yüzeyden tamamen uzaklaştırılır.
_________________________________________________________ 69
Zımpara İzleri;
Neden:
Çok kalın zımpara yapmak,
Astar katmanını tam kurumadan zımpara yapmak,
Dolgu astarının ince uygulanması,
Yanlış zımpara makinesi ile çalışmak.
Nasıl Önlenir:
Kademeli zımpara kullanımı,
Önerilen kurutma sürelerine uymak,
Önerilen kalınlıklarda uygulama yapmak,
Önerilen zımpara makinesi kullanımı (kuru zımpara makinesinin salınım mesafesi 5 mm den büyük olmamalıdır),
Zımpara makinesi yüzeye yerleştirildikten sonra çalıştırılmalıdır.
Nasıl Onarılır:
Derin çizikler zımpara yapılarak giderilir,
Uygun atar kullanılarak yüzey tekrar boyanır.
__________________________________________________________________ 70
Metal Yüzmesi;
Neden:
Boyanın uygulanan yüzeyde farklı kalınlıklarda olması,
Katlar arası bekleme sürelerinin yetersiz olması,
Metalik boya katının çok yaş veya çok ince uygulanması.
Nasıl Önlenir:
Tabanca hareketleri düzenli olmalı,
Katlar arası yeterli süre verilmeli,
Metalik boya katı teknik bülteninde önerildiği gibi uygulanır.
Nasıl Onarılır:
Renk farkı oluşan bölge tekrar uygun şekilde boyanır.
Sonraki Bölüm
Uygulama Hataları Değerlendirme Tablosu
Hata kaynakları ve oranları değerlendirme tablosu